摘要:遵义精星航天电器有限责任公司质量管理部梁启超团队在《 锻压技术 》期刊发表题为《 异型薄壁法兰随形成形技术 》的论文。该研究针对航空、航天、石油、化工等领域对异型薄壁法兰结构
遵义精星航天电器有限责任公司质量管理部梁启超团队在《锻压技术》期刊发表题为《异型薄壁法兰随形成形技术》的论文。该研究针对航空、航天、石油、化工等领域对异型薄壁法兰“结构复杂、精度要求高、批量生产难”的痛点,提出了基于金属材料连锻连轧工艺的随形成形方法,通过工艺革新与模具优化,最终实现产品锻件合格率98.82%,为异型薄壁法兰的精确成形与高效生产提供了成熟的技术解决方案。
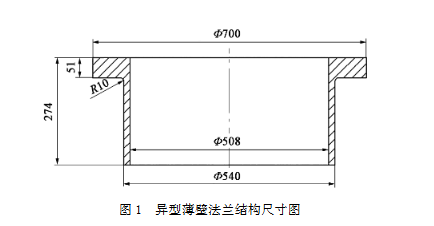
传统异型薄壁法兰多采用自由锻胎模锻成形,存在材料利用率低、工艺周期长、难以批量生产等局限。为此,研究团队构建了“连铸坯精确下料—胎模锻预成形—环轧机精密成形”的全新工艺路线。具体而言,将原有的连铸坯热锻下料改为外购方矩坯精确锯切下料,避免了热分段带来的尺寸偏差与火耗损失;坯料加热后,先在800t液压机上利用专用出坯模具完成预成形,再转入环轧机,借助优化设计的轧辊型腔模具实现高精度成形。该方法融合了锻造的致密化效果与轧制的尺寸精度优势,显著提升了生产效率与材料利用率。
为确保工艺落地,团队开展了系统的设计与优化工作。他们依据逆向思维,优先确定了最终轧件尺寸,进而反推设计了环轧机轧辊、芯轴、滚轮以及胎模锻出坯模具的结构参数。针对40CrV钢材料特性,合理设定加热温度、始锻与终轧温度区间,并制定了详细的变形工艺规程,涵盖从原材料检验、下料、加热、胎模锻出坯、环轧成形到性能热处理、精加工及无损检测的完整流程。
在试制验证阶段,团队经历了从发现问题到迭代优化的完整闭环。首次试制200件产品合格率为74.50%,主要存在法兰盘高度不足、颈部折叠裂纹及外径超差等问题。经深入分析,症结在于坯料质量分配不均及轧辊模具型腔斜度偏小。团队随即实施针对性改进:通过调整胎模高度与斜度优化金属流动,将轧辊型腔斜度由2°增至3.5°,并加深型腔深度。二次试制虽将合格率提升至90.30%,但精加工后仍出现颈部缺陷。团队并未止步,进一步将模具颈部圆角由R30mm优化为R35mm,显著改善了金属向下流动的充型效果。经过多轮工艺再优化,最终在4000件规模的试制中,产品合格率攀升至98.82%,仅存极少量因操作熟练度导致的缺陷。
研究表明,随形成形技术不仅实现了异型薄壁法兰的高效、高质量、低能耗生产,还具备较强的工艺适应性与自动化潜力。该技术的成功应用,标志着我国在复杂异型锻件精密成形领域取得了重要突破,未来通过引入智能化监控与自动下料设备,有望进一步迈向“零缺陷”制造,为高端装备制造业提供有力支撑。
声明:
①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.
②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.