摘要:摘要: 为提升异型薄壁法兰产品的生产效率,实现快速、高效、精密生产,提出了基于金属材料连锻连轧工艺的随形成形方法。分析了连锻预成形过程和连轧精密成形过程,设计了出坯模具和
摘要: 为提升异型薄壁法兰产品的生产效率,实现快速、高效、精密生产,提出了基于金属材料连锻连轧工艺的随形成形方法。分析了连锻预成形过程和连轧精密成形过程,设计了出坯模具和环轧机轧辊型腔模具。将连铸坯热锻下料改为外购方矩坯精确下料,坯料加热后,采用出坯模具在连锻过程中进行预成形,使用轧辊型腔模具在环轧机连轧时进行高精度成形。通过试制验证,持续对轧辊型腔尺寸进行研究和优化,以确定适合的工艺参数和生产工艺,产品锻件最终合格率达到98.82%,证明基于金属材料连锻连轧工艺的随形成形方法可靠,可以为异型薄壁法兰的精确成形和高效生产提供有效的技术支持。
关键词: 异型薄壁法兰;连锻连轧;随形成形;模具;高精度成形;工艺参数
论文《异型薄壁法兰随形成形技术》发表在《锻压技术》,版权归《锻压技术》所有。本文来自网络平台,仅供参考。
随着现代工业的快速发展,异型薄壁法兰在航空、航天、石油、化工、核能等领域的应用越来越广泛,这类法兰具有结构复杂和精度要求高等特点[1-3]。传统的自由锻胎模锻成形工艺具有材料利用率低、成形精度不高、工艺周期长以及不便于批量生产等缺点,难以满足其低成本制造的要求。因此,如何利用先进的制造技术实现异型薄壁法兰的精确成形,成为了当前研究的热点问题之一,研究异型薄壁法兰随形成形技术具有重要的理论和实际意义。
随形成形技术是一种先进的金属成形工艺技术,通过连续变形实现金属材料的致密化和精确成形[4-5],在提高产品精度和降低生产成本方面具有显著优势,为异型薄壁法兰的生产提供了一种全新的技术途径。本文以异型薄壁法兰为研究对象,对随形成形技术在异型薄壁法兰制造中的应用进行深入研究,首先,介绍了异型薄壁法兰特点及其随形成形技术,然后,进行了产品分析与方案设计和优化。本文旨在揭示异型薄壁法兰随形成形技术的原理和应用,为我国异型薄壁法兰的高效、高质量制造提供理论指导和实践参考,并为相关领域的发展做出贡献。
1 异型薄壁法兰特点
异型薄壁法兰作为一种连接管道和设备的重要零部件,在工程应用中具有独特的作用,主要特点如下。
(1) 形状特殊:异型薄壁法兰通常具有非常特殊的形状,能够满足特定工程需求或连接要求。与标准法兰相比,异型薄壁法兰具有更加复杂的几何形状,可以适应复杂的管道结构和连接需求。
(2) 薄壁设计:与传统法兰相比,异型薄壁法兰具有更薄的壁厚,这有助于减轻整体质量,并在一定程度上减小生产成本。此外,薄壁设计还有利于提高法兰的弯曲柔韧性和适应性。
(3) 定制需求:异型薄壁法兰通常是根据特定工程的需要进行定制,因此具有较强的定制性和个性化特点。生产厂家通常需要根据客户的需求进行设计和制造,以满足特定工程项目的要求。
总的来说,异型薄壁法兰相较于传统的法兰具有更为特殊的形状、薄壁设计和定制需求,能够满足特定工程项目的连接需求和技术要求。
2 异型薄壁法兰随形成形技术
2.1 异型薄壁法兰随形成形技术原理
异型薄壁法兰随形成形技术是一种金属成形技术,其基本原理是利用连续锻造变形、胎模锻预成形及环轧成形来实现金属材料的连续变形成形。
2.2 异型薄壁法兰随形成形技术特点
异型薄壁法兰随形成形技术能显著地提升产品精度和成形效率,主要体现在以下方面。
(1) 高效性:该技术能够实现对金属材料的连续成形,能大大提高成形效率,节约成形时间、材料成本及精加工时间,能满足大批量生产的需求。
(2) 高精度:通过高精度模具和工艺参数控制,异型薄壁法兰随形成形技术能够实现对金属材料的窄余量成形,实现对产品尺寸和形状的精确控制,提高金属材料的尺寸精度和一致性。
(3) 低能耗:异型薄壁法兰随形成形技术在连续加工和成形过程中,省去胎模锻预成形时坯料的冷却、加热过程,能源利用率高、能源消耗低。
(4) 适用性广:该技术适用于各种金属材料,包括铁、钢、铝、镁等,能够实现对不同金属材料的高效成形。
综上所述,异型薄壁法兰随形成形技术具有较大的技术优点及潜力,能够在提高产品精度、成形效率和降低能源消耗等方面发挥重要作用,具有广阔的应用前景。
3 产品分析与方案设计
3.1 产品介绍
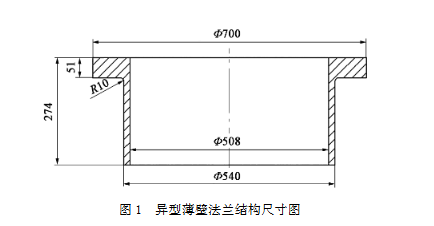
本文以图1所示的异型薄壁法兰产品为研究对象,生产材料为40CrV钢,数量为5000件,产品的物理化学性能需满足GB/T 3077-2015[6]的要求。
(图1:异型薄壁法兰产品结构尺寸图 - 此处略去图示)
3.2 产品分析
从图1中可以看出,该异型薄壁法兰产品由法兰盘(大端部分)与支撑盘(小端部分)组成,法兰盘外径为Φ700mm、壁厚为96mm、高度为51mm,支撑盘外径为Φ540mm、壁厚为16mm、高度为223mm,法兰盘与支撑盘的壁厚相差很大,且支撑盘壁厚薄、高度大,为典型的异型薄壁法兰产品。
3.3 产品成形方案分析
对于该异型薄壁法兰产品,传统加工方式为自由锻胎模锻成形方案,该方案通过采用自由锻造的方式,将金属坯料加热后,在模具的作用下通过锻压、拉伸等方式成形[7]。该方案成形工艺简单,适用于生产小批量、多规格的异型薄壁法兰产品。但是,自由锻造的方式存在着材料利用率低、成形精度低、制造工艺周期长以及不便于批量生产等缺点。
随形成形方案是指将金属坯料加热后,在锻压设备的连续锻压下,首先通过胎模锻预成形[8],经预成形后的坯料在环轧机中连续环轧,进行精确成形[9]。该方案成形工艺复杂,具有轧件成形精度高、生产效率高、材料利用率高和性能均匀等显著优点,适用于批量化生产。
综上比较两种异型薄壁法兰产品成形方案,传统自由锻造成形工艺适用于小批量、多品种的生产,但制造周期长、效率低;随形成形方案适用于大批量产品的生产,成形周期短、成形效率高。
本文以需批量化生产的异型薄壁法兰产品为研究对象,经对比评估,采用随形成形方案进行生产。
3.4 方案设计
根据上述成形方案分析,采用随形成形方案为本次异型薄壁法兰产品加工成形的最终方案。根据该方案,在连续锻压时,需采用胎模锻预成形,在连续环轧时,需采用环轧机轧制成形。结合图1的产品尺寸要求,运用逆向设计思维,应优先设计环轧后的轧件尺寸,然后设计环轧机轧辊模具尺寸、轧制前胎模锻出坯尺寸以及胎模结构尺寸,再设计胎模锻坯料锻造前的下料尺寸,以此设计出整个工艺流程及轧件变形工艺。
3.4.1 法兰轧件设计
根据图1中产品的尺寸要求,参考JB/T 10478-2004[10],设计的异型薄壁法兰轧件结构尺寸如图2所示。
(图2:法兰轧件结构尺寸图 - 此处略去图示)
3.4.2 环轧机设计
产品轧件的最终成形是通过环轧机轧制成形,因此,环轧机的设计是否合理,直接关系到产品轧件尺寸是否能满足产品加工需求。根据图2所示的法兰轧件尺寸图,设计的环轧机结构如图3所示,轧件在环轧机中,经轧辊、芯轴和滚轮的共同作用,在轧辊模具型腔中轧制成形。考虑到环轧机在实际生产轧制过程中,会存在一定程度的抖动波动,在设计轧辊尺寸时,应根据产品轧件的形状尺寸,适当增加一定余量来设计轧辊模具尺寸。结合图2法兰轧件尺寸要求,初步设计的轧辊模具尺寸见图4、芯轴尺寸见图5、滚轮尺寸见图6。
(图3:环轧机结构图 - 此处略去图示)
(图4:轧辊模具结构尺寸图 - 此处略去图示)
(图5:芯轴结构尺寸图 - 此处略去图示)
(图6:滚轮结构尺寸图 - 此处略去图示)
3.4.3 胎模锻出坯尺寸设计
根据图2所示的轧件尺寸图,同时参考法兰环件轧制变形规律和毛坯设计方法[11]等,按如下原则设计胎模锻出坯尺寸。
(1) 根据体积不变原理,环轧前锻件和环轧后轧件的体积应相等(除考虑火耗因素影响外,在坯料尺寸设计上应给予适当补偿)。
(2) 进环轧机前的胎模锻出坯形状、结构,与最终产品锻件的形状、结构应相似,以易于环轧机轧制成形。
(3) 锻件在环轧时,会增加轧件的外径、内径和支撑盘高度,因此,胎模锻出坯时的锻件尺寸应小于产品最终轧件尺寸(法兰盘高度除外)。
(4) 设计坯料的尺寸时需结合材料特性,设计能满足材料性能指标要求的最小变形量。对于合金结构钢,轧制比取2.5~3.5较为合适,且每火次变形量不应低于20%。
根据以上原则,设计的胎模锻出坯尺寸如图7所示。
(图7:胎模锻出坯结构尺寸图 - 此处略去图示)
3.4.4 胎模模具设计
锻件通过胎模模具出坯后,形成如图7所示的胎模出坯尺寸图,因此,胎模模具设计应主要考虑以下方面。
(1) 胎模出坯时的形状尺寸。胎模模具形状和尺寸应根据胎模出坯时冷锻件的尺寸,同时考虑热胀冷缩和材料损耗进行逆向设计。
(2) 与锻件接触的一些圆角应圆滑过渡(防止锻件出现折叠缺陷)。
(3) 由于需要进行冲孔操作,应综合考虑工人的操作强度,合理设计冲头尺寸。
结合以上要求,胎模锻模具结构尺寸如图8所示,冲头结构尺寸如图9所示。
(图8:胎模模具结构尺寸图 - 此处略去图示)
(图9:冲头结构尺寸图 - 此处略去图示)
3.4.5 下料设计
通常情况下,该产品所用原材料均由钢锭加热后,通过在液压机上自由锻镦粗、拔长,去除头、尾,再热分段下料的方式组织生产,考虑到法兰盘产品数量较多,若仍采用此方式组织生产,会出现诸多弊端:
(1) 钢锭加热后经液压机镦粗、拔长,然后去除头、尾,再热分段下料,既增加了加工成本,又延长了生产周期及生产流程;
(2) 钢锭需加热锻造后再进行下料,增加了火次、火耗,提高了原材料及能源成本;
(3) 热分段下料不够精确,导致部分料多、部分料少,影响产品锻轧件的尺寸及合格率。
综上,钢锭方式明显不适用于批量生产,改用连铸坯组织生产,能有效避免上述诸多钢锭下料的不足之处,同时也便于批量化生产,主要原因为:
(1) 连铸坯无需去除头、尾,也无需加热,便可直接下料,既降低了加工成本,又缩短了生产周期及生产流程;
(2) 因无需加热便可直接下料,减少了火次、火耗,节约了原材料及能源成本;
(3) 因无需热分段而是采用锯床直接下料,下料尺寸精确、一致性较好,不会对锻轧件的尺寸及合格率产生影响。
因此,根据图7所示胎模锻出坯结构尺寸图,计算胎模锻坯料的质量,同时,考虑到连铸坯下料后需重新加热锻造,会形成一定程度的火耗,所以,下料质量应等于胎模锻坯料质量加火耗质量。经综合测算,单件产品锻轧件下料质量约为88kg,反向测算可得,选用180mm×180mm连铸坯、下料长度为343mm,即可满足单件产品下料质量需求。
3.4.6 工艺流程设计
根据上述设计方案,结合锻件常规生产工艺,设计的异型薄壁法兰产品随形成形工艺流程如图10所示。
(图10:异型薄壁法兰产品随形成形工艺流程图 - 此处略去图示)
(1) 原材料检验:根据遵义精星航天电器有限责任公司相关质量管理办法外协外购管理办法规定,对外购40CrV钢原材料进行入厂复验,化学成分应满足GB/T 3077-2015[6]要求。
(2) 坯料下料:原材料入厂检验合格后,根据单件产品下料设计需求,对外购的180mm×180mm连铸坯采用钢片锯下料,单件下料长度为343mm。
(3) 加热:根据JB/T 6052-2005[12],结合生产经验,将40CrV合金结构钢的加热温度设定为(1180±20)℃,设定胎模锻出坯温度≥780℃,出坯完成后重新入炉加热至初轧温度(1180±20)℃,终轧温度设定为(780±20)℃。
(4) 胎模锻出坯:坯料经加热、保温后,在800t液压机上进行上下平砧自由锻以增加变形量,然后采用图8所示胎模锻模具进行出坯,并采用图9所示冲头冲孔,得到图7所示胎模锻出坯结构。
(5) 加热:将胎模锻坯料重新入炉加热至(1180±20)℃。
(6) 环轧机轧制:胎模锻坯料经加热、保温后,采用图3所示的环轧机进行轧制,轧件结构尺寸应满足图2要求。同时,为提升轧件的晶粒度及力学性能,应确保终轧温度控制在(780±20)℃。
(7) 性能热处理:按GB/T 3077-2015[6]要求,对40CrV钢轧件进行性能热处理。
(8) 划线取样:按GB/T 3077-2015[6]要求,对40CrV钢轧件划线截取理化性能所需试样。
(9) 性能检测:按GB/T 3077-2015[6]要求,对40CrV钢轧件试样进行力学性能(拉伸、冲击、硬度等)测试。
(10) 精加工:性能测试合格后,轧件按图1所示产品结构尺寸要求进行精加工。
(11) 目视检查:轧件精加工后进行目视检查,确保表面无裂纹、折叠、凹坑等影响产品使用的表面缺陷。
(12) 超声波检测:目视检查合格后,根据GB/T 3077-2015[6]要求对产品进行超声波检测。
(13) 尺寸检测:超声波检测合格后,产品按图1要求进行最终尺寸检测。
(14) 标识:尺寸检测合格后,按用户要求对产品进行逐件标识。
(15) 包装、入库:标识后,产品包装、入库。
(16) 授权发货:已入库产品,根据用户授权要求,分批发货。
3.4.7 变形工艺设计
法兰变形工艺[13-14]是反映法兰锻件在连锻环轧过程中各工序锻件变形尺寸的总工艺。经上述分析,通过下料—胎模锻出坯(镦粗+冲孔+平整)—环轧机轧制成形(扩孔+拔长+整形)的工艺路线,实现了法兰锻件连锻环轧成形,最终变形工艺如表1所示,其中,下料工序变形简图中343/361表示产品锻件的坯料长度/试样锻件(产品+试样)的坯料长度。
表1 法兰锻件的变形工艺过程
加热火次 始锻温度/℃ 终锻温度/℃ 锻造比 工序说明 变形简图 工具 设备
343/361
1 1180±20 ≥800 1.2 胎模锻出坯 (示意图略) 上下平砧,冲头,芯棒 800t锻压机
2 1180±20 ≥800 2.0 环轧成形 (示意图略) 环轧机
4 首次试制及工艺优化
4.1 试制生产
根据前述设计方案,对异型薄壁法兰产品进行试制生产。在首次试生产过程中,发现部分锻件的法兰盘高度尺寸超差、支撑盘高度尺寸超差、法兰锻件颈部出现折叠及裂纹、法兰盘端面有缺陷、法兰盘外径超差等质量问题。部分锻件连锻环轧后无肉眼可见缺陷,但经精加工后,在锻件颈部也出现了折叠及裂纹(缺陷统计见表2,典型缺陷见图11)。锻件经机加工及热处理后,其理化试验结果均满足用户技术要求。本次共试制生产200件,产品合格率为74.50%。
4.2 问题分析
对上述锻轧件的质量缺陷进行深入分析,法兰锻轧件存在多种质量问题的原因是多方面的,主要概括为以下几方面。
(1) 胎模锻坯料的质量分配不合理。这会导致上腔质量不足或下腔质量不足,如果上腔质量不足,则导致大端高度不够,如果下腔质量不足,则导致小端高度不够。两端通过轧制成形后,因质量不足,均会造成产品锻件高度超差。
(2) 轧辊模具型腔斜度偏小。轧辊模具型腔斜度偏小(产品锻件颈部对应的型腔斜度为2°),导致金属不易上下流动,从而引发颈部缺陷。
(3) 轧辊模具型腔深度不足,造成法兰盘外径尺寸偏小。
(4) 操作工对新环轧机操作不熟练。由于新环轧机非全自动生产,操作工还未形成熟练操作,导致部分产品不合格。
表2 首次试制产品的缺陷统计结果
缺陷类型 数量 占比/%
大端高度不够 6 3.0
小端高度不够 2 1.0
锻件颈部折叠、有裂纹 7 3.5
大端面缺陷 8 4.0
大端外径偏小 9 4.5
机加工后出现颈部折叠、裂纹 19 9.5
(图11:法兰锻件缺陷 - 此处略去图示)
4.3 工艺优化
根据上述分析结果,针对问题对相关模具进行优化改进。
(1) 坯料质量分配不合理、轧辊模具型腔斜度偏小的问题:保持胎模大端高度不变,通过降低胎模总高度来降低胎模型腔小端高度,使质量分配更加均匀。同时,为使胎模型腔大端金属更易向小端流动,将胎模上型腔各增加1°斜度,优化后的胎模锻出坯尺寸详见图12。
(2) 轧辊模具型腔斜度偏小、深度不足的问题:增加轧辊模具型腔斜度(由2°增加至3.5°),同时增加型腔深度(型腔直径由Φ595mm减小至Φ584mm,型腔深度增加5.5mm),轧辊模具优化后的尺寸如图13所示。
(图12:优化后的胎模锻出坯结构尺寸图 - 此处略去图示)
(图13:优化后的轧辊模具结构尺寸图 - 此处略去图示)
5 二次试制及工艺再优化
5.1 二次试制
完成上述改进后,再次对产品进行试制生产,结果显示,前期出现的锻件的各类型缺陷已基本解决,但部分锻件在精加工后,仍然在产品的法兰盘颈部出现折叠缺陷。本次共试制生产1000件,产品总合格率约为90.30%(表3)。
表3 优化后产品的缺陷统计结果
缺陷类型 数量 占比/%
轧件缺陷 17 1.7
机加后缺陷 80 8.0
5.2 工艺再优化
针对二次试制中出现的部分锻件精加工后颈部出现缺陷的质量问题,对图13所示的轧辊模具再次优化,将法兰盘颈部对应模具R30mm改为R35mm,增加环轧时金属向下的流动性。经此优化,环轧后法兰盘的厚度普遍增加3~5mm,经精加工后的法兰盘颈部折叠缺陷基本消失,本次共试制生产4000件,最终合格率为98.82%(表4)。
表4 再优化后产品缺陷统计结果
缺陷类型 数量 占比/%
轧件缺陷 8 0.20
机加后缺陷 39 0.98
从图14可以看出,法兰锻件合格率由初次生产的74.50%,到第2次生产的90.30%,再到第3次生产的98.82%,产品合格率逐渐提升。但产品在第3次生产时,仍有1.18%的不合格率,主要原因为:(1) 操作工对环轧机操作不熟练;(2) 操作工在进行坯料下料时,部分坯料下料长度不足,导致部分产品不合格。后续,随着操作工对环轧机操作的逐渐熟练,以及引进自动下料设备,产品合格率将继续提升,逐渐实现“零缺陷”的目标。
(图14:法兰锻件合格率 - 此处略去图示)
6 总结与展望
随形成形技术是生产异型薄壁法兰产品的一种先进金属成形加工技术,其应用前景非常广阔,尤其是在航空航天、汽车、石油和天然气等领域。这种技术结合了锻造和轧制工艺的优点,可以在较短时间内以较低的成本批量生产出形状复杂、壁薄、精度高的异形薄壁法兰产品。
随形成形技术在异型薄壁法兰产品生产中的优势主要包括以下方面。
(1) 高效率:随形成形技术能够实现连续生产,提高生产效率、降低生产成本。相较于传统的加工方法,该技术具有更高的生产效率,有利于企业实现规模经济。
(2) 高质量:该技术在加工过程中能够实现对材料的精确控制,使得异型薄壁法兰的尺寸精度、形状精度以及表面质量得到显著提高。这对于确保产品质量、提高产品使用寿命和可靠性具有重要意义。
(3) 节能减排:随形成形技术具有较高的能量利用率,能够在生产过程中降低能源消耗、减少污染物排放。这有助于企业实现绿色生产。
(4) 多样化生产:随形成形技术具有较高的工艺适应性,能够满足不同类型、不同规格的异型薄壁法兰生产需求。这为企业拓展市场提供了有力支持。
(5) 降低生产风险:随形成形技术具有较高的自动化程度,能够减少生产过程中的人为因素影响,降低生产风险。
未来研究方向和可能的改进空间主要有以下方面。
(1) 优化工艺参数:通过对工艺参数的优化,进一步提高产品的尺寸精度、形状精度和表面质量,降低废品率、提高生产效率。
(2) 开发新型模具:研究新型模具设计,提高模具的使用寿命和可靠性,降低生产成本。
(3) 智能化控制:引入人工智能技术,实现对生产过程的智能化监控和调度,提高生产自动化水平。
(4) 材料研究:探索新型材料,提高异型薄壁法兰的力学性能、耐腐蚀性能等,以满足不断变化的市场需求。
(5) 安全生产:加强安全生产管理,提高生产过程中的安全性,确保员工生命财产安全。
总之,随形成形技术在异型薄壁法兰生产中具有广泛的应用前景。未来研究应着重于优化工艺参数、开发新型模具、实现智能化控制、材料研究和安全生产等方面,以进一步提升产品质量、降低生产成本、提高生产效率,满足不断增长的市场需求和技术挑战,为我国制造业发展贡献更大力量。
参考文献:
[1] 朱凯, 徐心洁, 何军, 等. 法兰盘接头断裂原因分析[J]. 失效分析与预防, 2013, 8(3): 188-190.
[2] 陈亦, 马星, 王肇民. 无肋法兰盘节点的研究与应用[J]. 建筑结构, 2002, 32(5): 15-18.